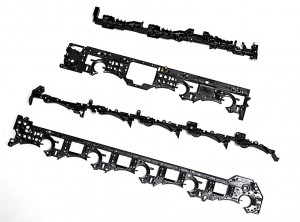
PP Copo plast Molette pied F2

| Delnamn | PP Copo plast Molette pied F2 |
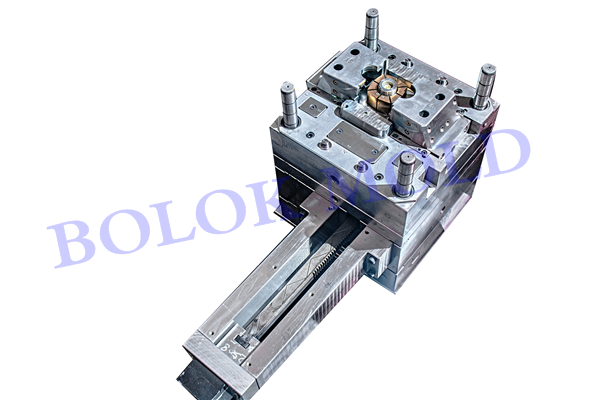
| Produktbeskrivning | Automatisk avskruvning med kuggstång och hydraulisk domkraft,Styrbuske av brons,god slitstyrka och smörjbarhet, för att säkerställa lång stabilitet hos formen under höghastighetstillverkning, och för att säkerställa formens livslängd.Bra kylning,Använder American Parker, Taiwan TWSNS och andra högkvalitativa hydraulcylindrar, luftcylindrar, pålitlig kvalitet, lång livslängd, inget olje- och luftläckage. |
| Exportland | Tyskland |
| Produktstorlek | 80x80x47 mm |
| Produkt vikt | 76g |
| Material | PP GF30 Hostacom EKG2087 T Svart |
| Efterbehandling | charmilles 33 |
| Kavitetsnummer | 1 |
| Formstandard | Metrisk |
| Formstorlek | 400X400X520MM |
| Stål | 1,2344 |
| Mögelliv | 1 000 000 |
| Injektion | Cold runner Sub gate |
| Vräkning | Automatiska avskruvande ejektorer |
| aktivitet | 2 skjutreglage automatisk avskruvning |
| Injektionscykel | 55S |
| Produktegenskaper och tillämpning | Automatisk avskruvningsdel, gängan passar smidigt, |
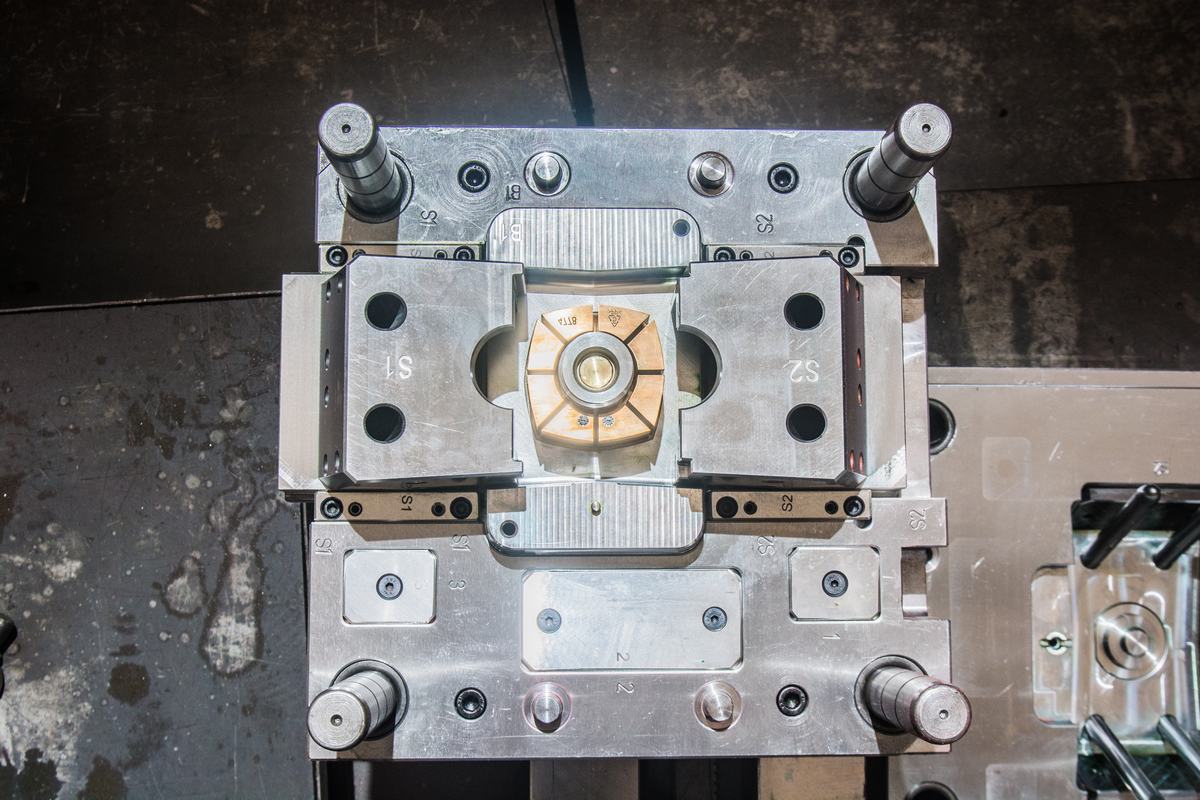
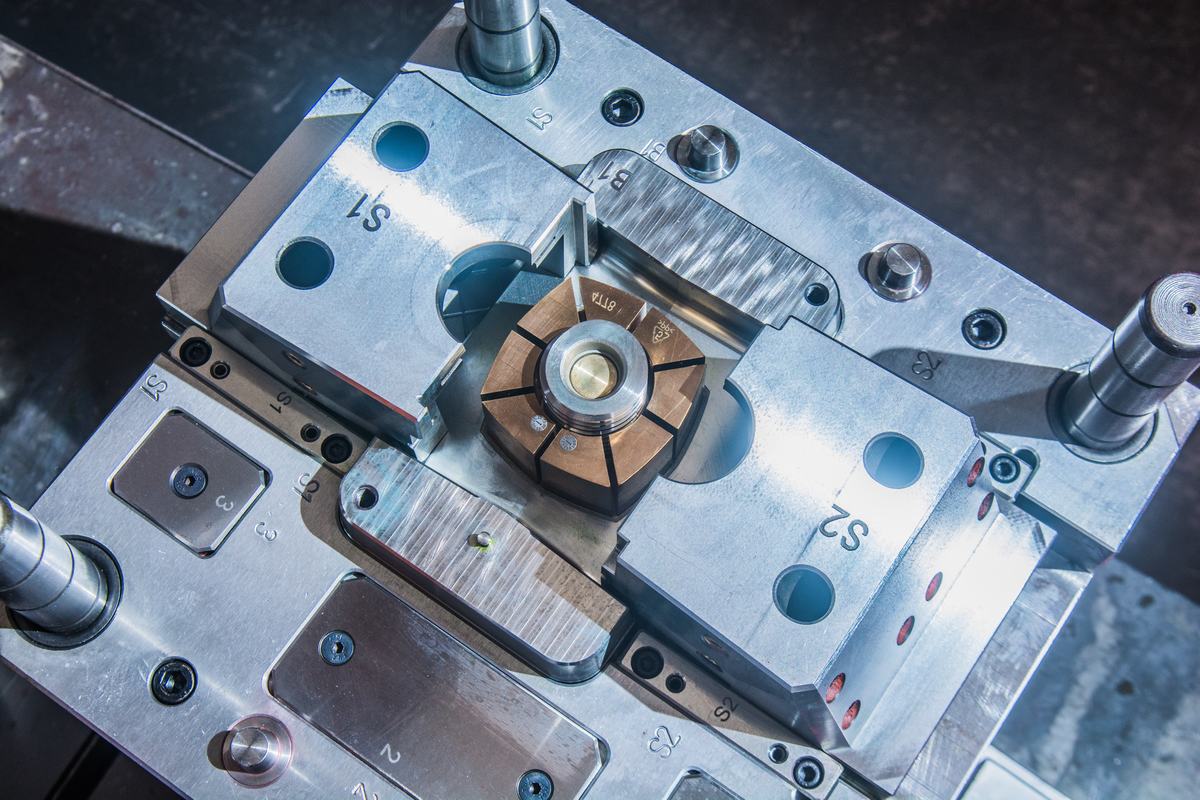
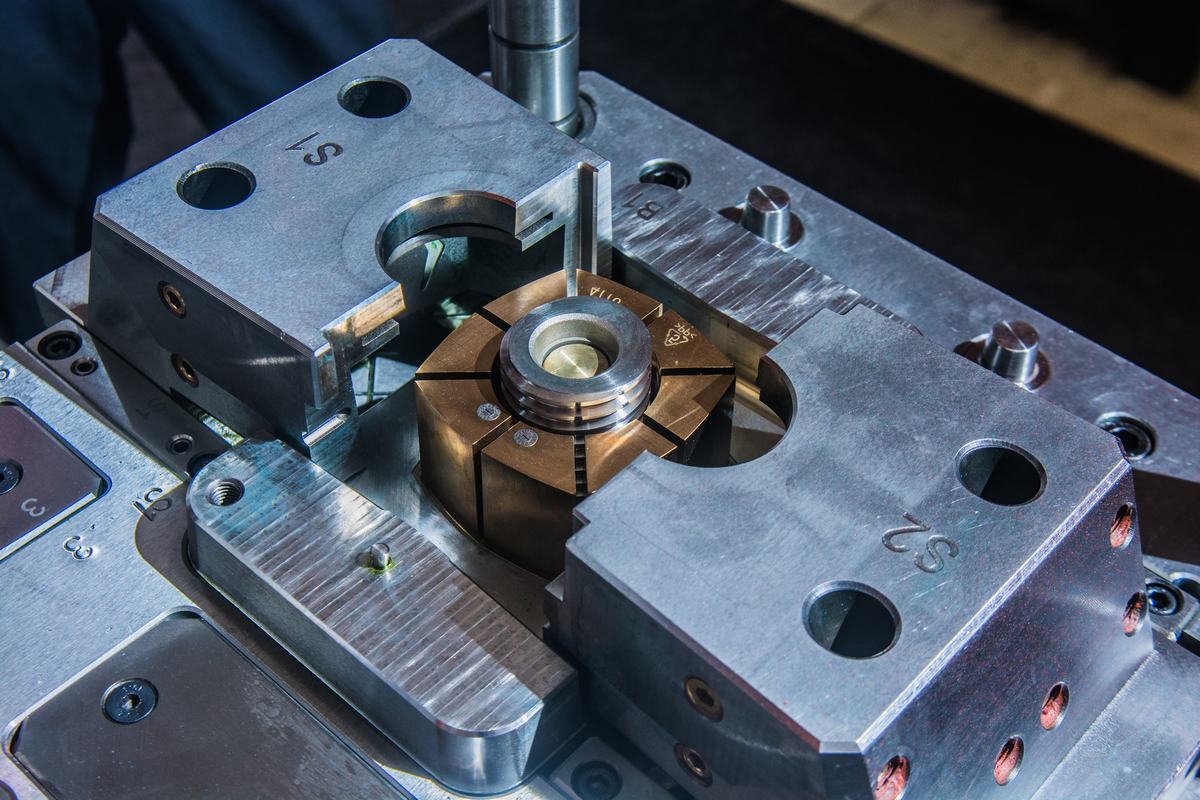
Automatisk avskruvning med kuggstång och hydraulisk domkraft
Invändiga gängor finns vanligtvis på plastdelar som skruvas ihop, såsom flaskkorkar, lock för dryckesartiklar och plastbeslag.På grund av trådarnas känsliga natur kräver gjutning av dessa delar ett lite annorlunda tillvägagångssätt än din genomsnittliga plastdel.En avskruvningskärna måste införlivas i verktyget för att skjuta ut dem från formen utan att skada gängorna.
Tidigare behövde dessa delar skruvas loss manuellt från kärnan för hand för att undvika att gängorna skulle avskalas.Det extra arbete och den tid det tog att göra detta ökade delpriset och ledtiden.Medan många formsprutningsbutiker fortfarande följer denna praxis, visste vi att det måste finnas ett bättre sätt.
Så här fungerar det:
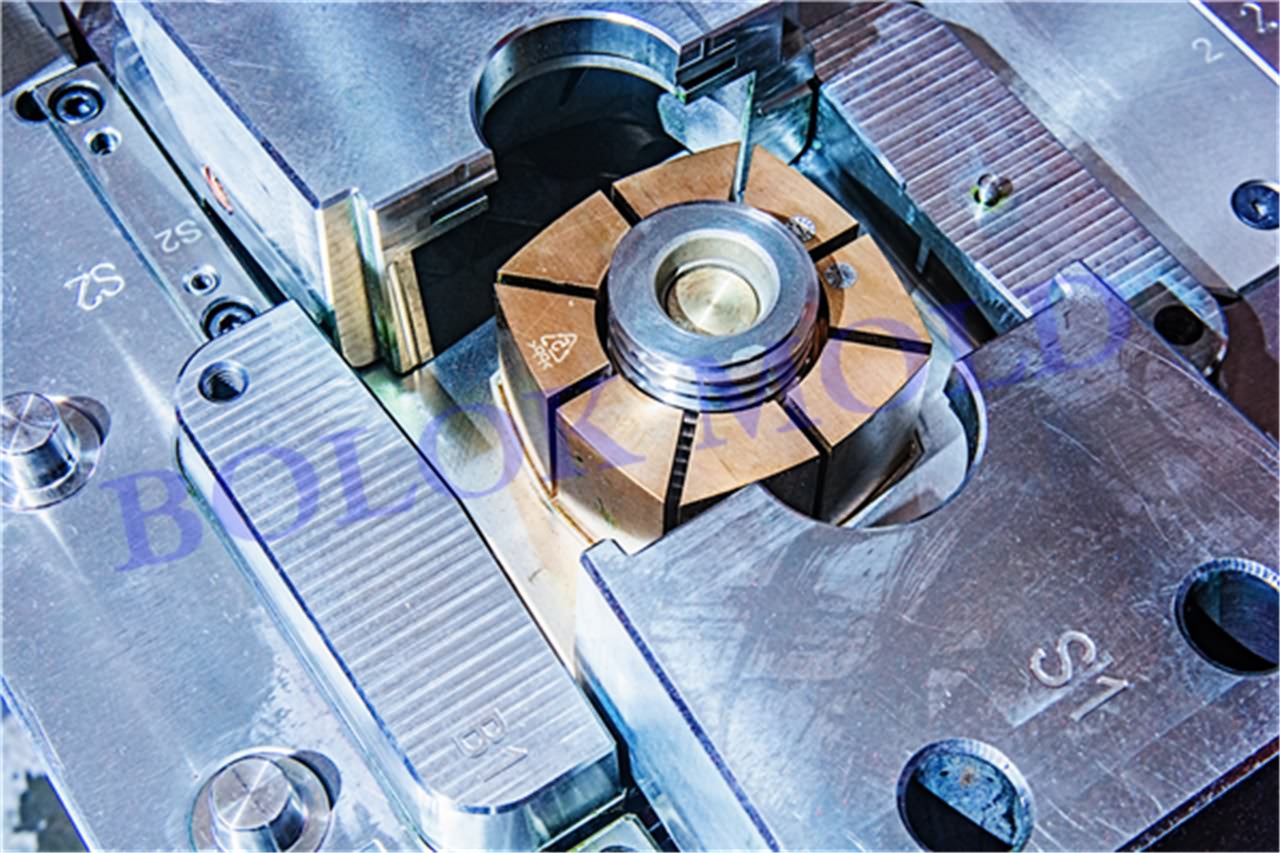
Först sprutas plasten in i verktyget.Efter att plasten har svalnat börjar den gängade kärnan att skruvas loss.Avskruvningsmekanismen fungerar utanför en kuggstång och drivs av en hydraulisk cylinder.
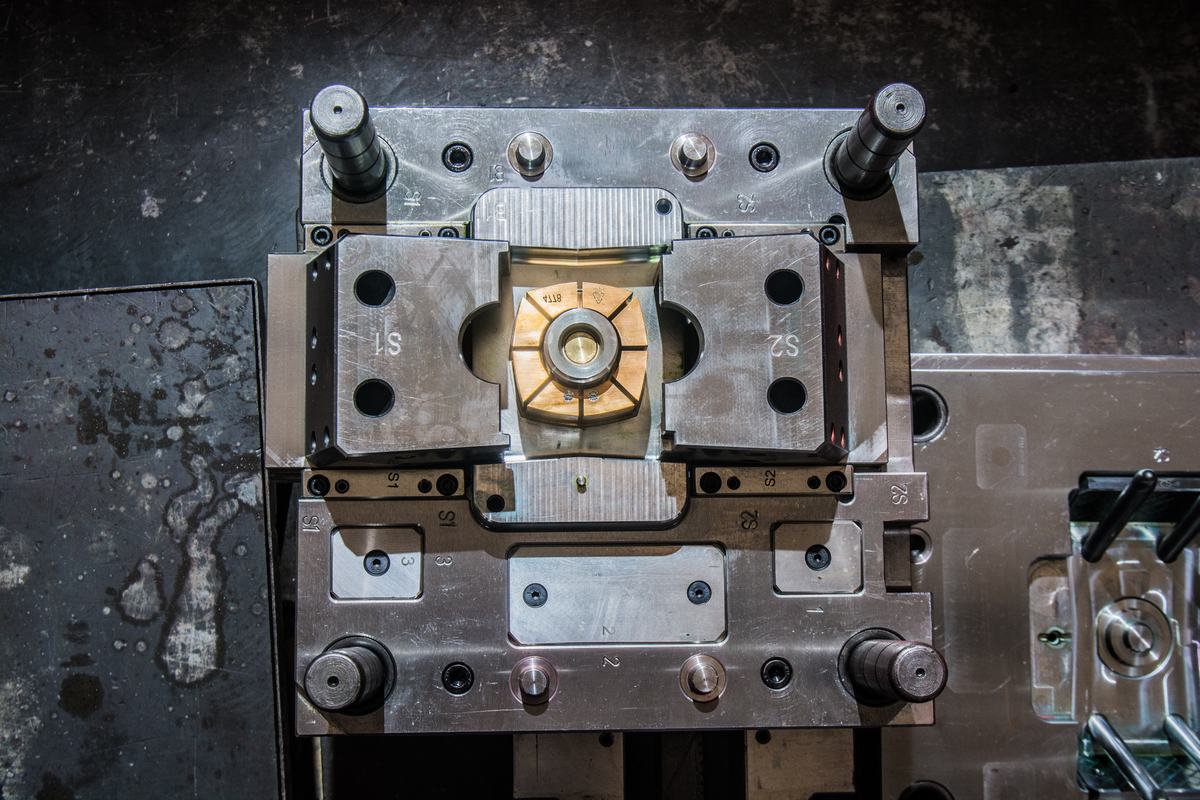
Kuggstången vrider tre uppsättningar växlar som sedan drar in den gängade kärnan i utkastarlådan.
När den gängade kärnan är helt avskruvad öppnas formen och ejektorsystemet skjuter en avstrykarplatta framåt för att mata ut delen.
Efter att delen har matats ut helt, vänder den hydrauliska cylindern, skruvar tillbaka den gängade kärnan till formningsläge och processen upprepas.